


Китай: лидер по приводным барабанам?
2026-01-30
Когда слышишь этот вопрос, первая реакция — усмехнуться. Лидер? В чём? В объёмах? Безусловно. В цене? Тоже да. Но вот когда речь заходит о сложных проектах для карьеров, где барабан работает под нагрузкой в сотни тонн, или для химических производств с агрессивными средами, тут уже начинаются нюансы. Многие, особенно те, кто только начинает закупать оборудование, попадают в ловушку: видят красивую картинку, толщину металла по спецификации и низкую цену. А потом на месте оказывается, что балансировка хромает, сварные швы пошли трещинами от циклических нагрузок, а резиновая футеровка стирается за сезон, а не за несколько лет. Вот об этих подводных камнях и пойдёт речь — не для того, чтобы ругать, а чтобы понимать, что именно покупаешь и у кого.
Где китайские барабаны действительно сильны
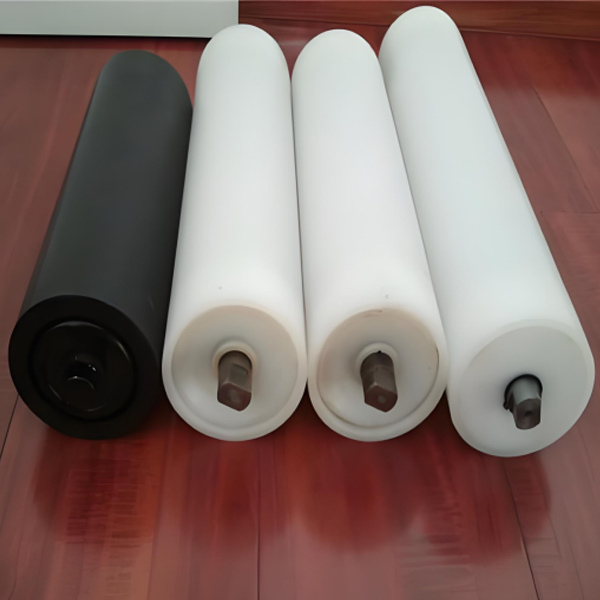
Не буду ходить вокруг да около — их сила в стандартизированных решениях для типовых задач. Конвейер на складе, в логистическом центре, для перемещения мешков или однородных грузов без ударных нагрузок. Здесь китайские производители выжали процесс до максимума: отработанные чертежи, конвейерное производство, доступные комплектующие. Цена/качество на этом сегменте часто не имеет конкуренции.
Возьмём, к примеру, компанию ООО Яньшань Или Производство Машин. Смотрел их каталог на сайте ylshusongji.ru — типичный представитель этого сегмента. Они позиционируют себя как производители конвейерных систем, роликов, кронштейнов. Их барабаны для легких и средних режимов — это рабочие лошадки. Если вам нужен приводной барабан для замены на действующей линии с чёткими параметрами и без экстремальных условий, то обращаться к таким поставщикам — логично. Скорость изготовления и готовность работать с малыми партиями тоже большой плюс.
Но тут же и ключевое ограничение. Часто их инженерный отдел работает по принципу ?у нас есть типовые решения, подбираем под ваши параметры?. А если параметры выходят за рамки типовых? Например, нужен барабан с нестандартным посадочным местом под подшипник из-за особенностей редуктора, или особая схема крепления футеровки? Тут начинаются задержки, недопонимание, а иногда и попытки впихнуть то, что есть, убеждая, что ?и так сойдёт?. Сам через это проходил.
Слабые места, которые не видны в спецификации
Самое больное — это материалы и контроль качества на всех этапах. Заявлена сталь Q345B? Формально да. Но вот её реальные механические свойства, однородность структуры… Помню случай, когда на объекте при монтаже обнаружились внутренние раковины в теле барабана. Не критические, но неприятные. Производитель, конечно, прислал замену, но простой линии обошёлся дорого.
Второй момент — балансировка. Многие мелкие и средние заводы экономят на динамической балансировке, особенно для барабанов больших диаметров. Делают статическую и ладно. На низких оборотах это не чувствуется, но при длительной работе на высоких скоростях (например, на длинных магистральных конвейерах) начинается вибрация, которая бьёт по подшипниковым узлам и по самой раме. Ресурс узла падает в разы.
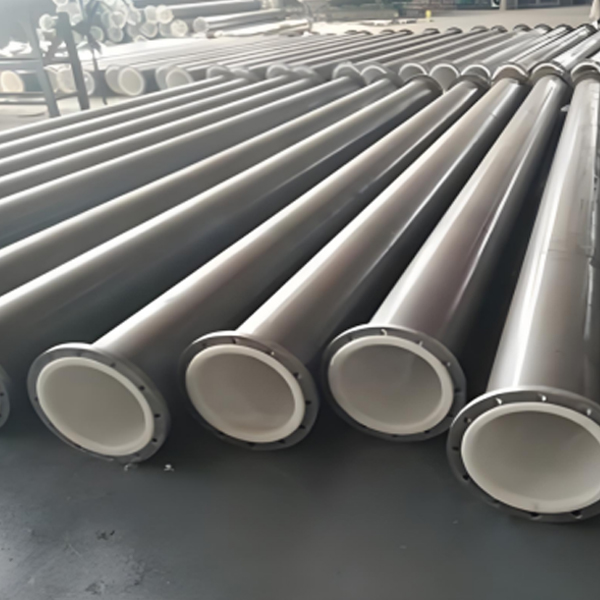
И третий, часто упускаемый из виду, — это качество футеровки. Клеймление резины — это одно, а адгезия к металлу, стойкость к истиранию конкретной руды или материала — совсем другое. Китайские поставщики часто предлагают ?стандартную? резину. Для угля или песка она может подойти. А для горячего клинкера или абразивной железной руды её хватит ненадолго. Приходится либо долго и нудно согласовывать спецификацию на резиновую смесь, либо искать специализированного производителя футеровок отдельно.
Когда стоит рисковать, а когда — нет
Исходя из этого, у меня сложилось своё правило. Для некритичной, вспомогательной техники, где остановка линии не парализует весь процесс, можно смело брать у проверенных китайских фабрик вроде упомянутой Яньшань Или. Экономия существенная. Главное — иметь грамотные техзадания и проводить входной контроль на своём складе.
А вот для основного, критического оборудования — главный конвейер отгрузки на ГОКе, барабан в системе подачи шихты в металлургии — тут я бы не экономил. Здесь на первый план выходит не цена, а предсказуемость и ресурс. И часто выигрывают европейские или, в некоторых случаях, российские производители, которые могут обеспечить полный цикл контроля и нести ответственность за инжиниринг.
Интересный гибридный вариант — заказ барабана в Китае, но по своим, детальным чертежам, с поставкой своей футеровки и подшипниковых узлов. Так делают некоторые крупные эксплуатанционники. Но это требует наличия своего серьёзного инженерного отдела и представителя на заводе для приёмки. Не для всех доступно.
Про ошибки и ?доводку? на месте
Расскажу про один наш неудачный опыт. Заказали партию барабанов для замены на угольном разрезе. Всё по спецификации, диаметр, длина, мощность. Пришли, смонтировали. А через два месяца — течь масла из лабиринтных уплотнений. Оказалось, что конструкция уплотнения, скопированная с какого-то старого образца, не учитывала повышенное пылеобразование на нашем объекте. Пыль набивалась в лабиринт, превращалась в абразивную пасту и убивала сальники. Пришлось ?колхозить? на месте — ставить дополнительные резиновые манжеты и делать систему продувки воздухом. Работает, но это лишние трудозатраты.
Такие истории учат, что помимо основных параметров, нужно обсуждать детали: тип уплотнений для конкретной среды, систему смазки (где ниппель, как часто обслуживать), способ крепления венцовой шестерни (если есть). Мелочи, которые в каталоге не указаны, решают всё.
Так лидер или нет? Вместо заключения
Возвращаюсь к начальному вопросу. Является ли Китай безоговорочным лидером по приводным барабанам? Нет. Он является абсолютным лидером по производству доступных, массовых решений. Это огромный рынок ?рабочих? изделий, который кормит тысячи предприятий по всему миру, включая Россию.
Но лидерство — это ещё и технологии для сложных условий, ответственность за инжиниринг, способность решать нестандартные задачи. Здесь пальма первенства пока у других. Однако картина меняется. Вижу, как некоторые крупные китайские заводы, работающие на экспорт, активно развивают свои КБ, внедряют европейские стандарты контроля, приглашают специалистов. Разрыв сокращается.
Поэтому мой ответ такой: если вам нужен надежный, недорогой приводной барабан для типовой задачи — Китай, пожалуй, лучший выбор. Но выбирать нужно не по цене в первую очередь, а по открытости завода к диалогу, по готовности предоставить отчёт по материалам и балансировке, по наличию похожих реализованных проектов. Как у той же ООО Яньшань Или Производство Машин — их сайт показывает, что они понимают, для чего нужна информация по продукции. Это уже полдела. А вторую половину — технические детали — всегда нужно прорабатывать самому, дотошно и без иллюзий.