


Продукция









Спиральная стальная труба
Спиральная стальная труба изготавливается из стальной полосы, которая обрабатывается при комнатной температуре и формируется, затем соединяется с помощью автоматической двойной проволочной дуговой сварки.
Описание
маркер
Спиральная стальная труба
Спиральная стальная труба изготавливается из стальной полосы, которая обрабатывается при комнатной температуре и формируется, затем соединяется с помощью автоматической двойной проволочной дуговой сварки. Стальная полоса подается в установку для сварки труб, проходит через множество валков, где постепенно закручивается, формируя круглую заготовку с открытым швом. При этом регулируется давление на прессовочные валки, чтобы зазор сварного шва контролировался в пределах 1-3 мм, а концы сварки были на одном уровне.
Исходные материалы: Стальная полоса, сварочная проволока и флюс проходят строгую физико-химическую проверку перед подачей.
Стык полосы: Концы стальной полосы соединяются, используя одно- или двойную проволочную дуговую сварку, а после закручивания трубы производится автоматическая сварка шва.
Подготовка полосы: Перед формированием стальная полоса проходит выравнивание, обрезку и очистку поверхности, а также предварительную обработку кромок.
Контроль давления: Используется манометр с электрическими контактами для контроля давления в гидроцилиндрах на обеих сторонах транспортера, что обеспечивает стабильную подачу полосы.
Формирование: Применяются валковая формовка с внешним или внутренним контролем.
Контроль шва: Установка контроля зазором сварного шва гарантирует соответствие требованиям сварки. Диаметр трубы, смещение и зазор шва строго контролируется.
Сварка: Внутренняя и внешняя сварка выполняются с использованием сварочных машин Lincoln (США) с одно- или двойной проволокой, что обеспечивает стабильное качество сварки.
Неразрушающий контроль: Все сварные швы проходят онлайн-тестирование с использованием ультразвуковой автоматической системы, что обеспечивает 100% охват неразрушающего контроля спиральных швов. В случае обнаружения дефектов происходит автоматическая сигнализация и маркировка, что позволяет работникам производить корректировку технологических параметров и своевременно устранять недостатки.
Резка: Стальная труба нарезается на отдельные отрезки с помощью плазменного резака.
Первоначальная проверка: После нарезки каждая партия стальных труб проходит строгую первоначальную проверку, включает в себя проверку механических свойств сварного шва, химического состава, состояния слияния, качества поверхности стальной трубы и неразрушающий контроль.
Дополнительная проверка: Участки с маркировкой непрерывного ультразвукового контроля подвергаются ручному ультразвуковому и рентгеновскому контролю. В случае наличия дефектов они подлежат ремонту и повторному неразрушающему контролю до подтверждения устранения дефектов.
Проверка соединений: Сварные швы стальной полосы и труб, в которых пересекаются спиральные швы и Т-образные соединения, проходят рентгеновское обследование.
Гидравлическое испытание: Каждый стальной трубопрокат проходит гидравлическое испытание на статическое давление, при этом давление имеет радиальное уплотнение. Параметры и время испытания строго контролируются микропроцессорным устройством. Результаты испытаний автоматически распечатываются.
Механическая обработка: Края труб обрабатываются, чтобы обеспечить правильное управление вертикальностью торца, углом скоса и радиусом закругления.


связаться с нами
Сопутствующие популярные продукты

Подшипник
Его роль должна быть опорой, то есть буквальным объяснением, используемым для подшипника оси, но это только часть его роли, и суть поддержки заключается в том, чтобы позволить себе Радиальная нагрузка Можно также понять, что он используется для фиксации оси.

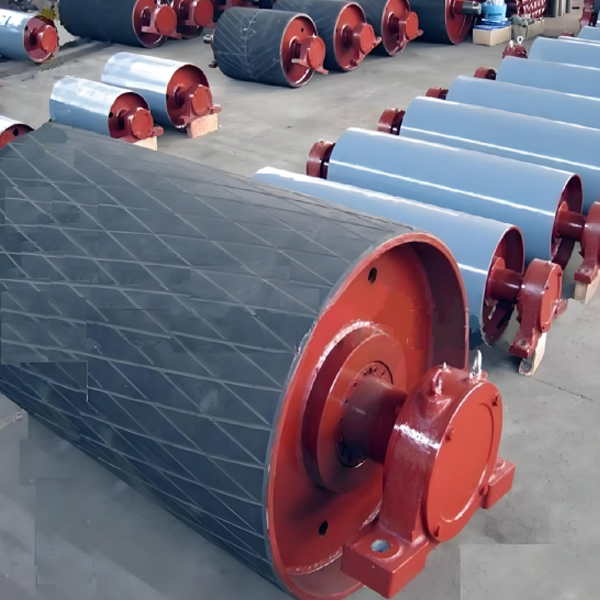
Приводной барабан
Приводной барабан является элементом, передающим мощность конвейера. Поверхность приводного барабана может быть выполнена из открытой гладкой стали или покрыта резиной с ромбовидным или зигзагообразным рисунком.

Фланец
Фланец (Flange), также называемый фланцевым диском или выступом, является частью, соединяющей оси между собой, и используется для соединения концов труб.
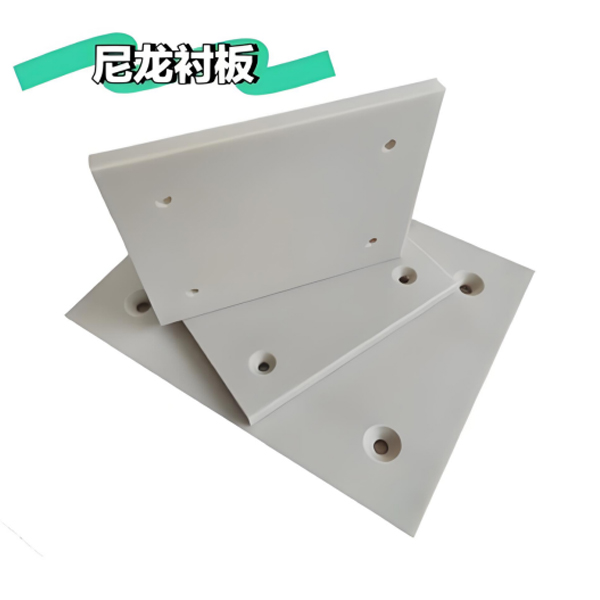
нейлоновая прокладка
Молекулярная масса нейлоновой прокладки в качестве инженерного пластика, как правило, составляет 1,5 – 3 000 нейлонов с высокой механической прочностью, высокой точкой размягчения, высокой теплостойкостью, низким коэффициентом трения, износостойкостью, самосмазываемостью, Нейлоновая прокладка хорошо связана со стекловолокном.
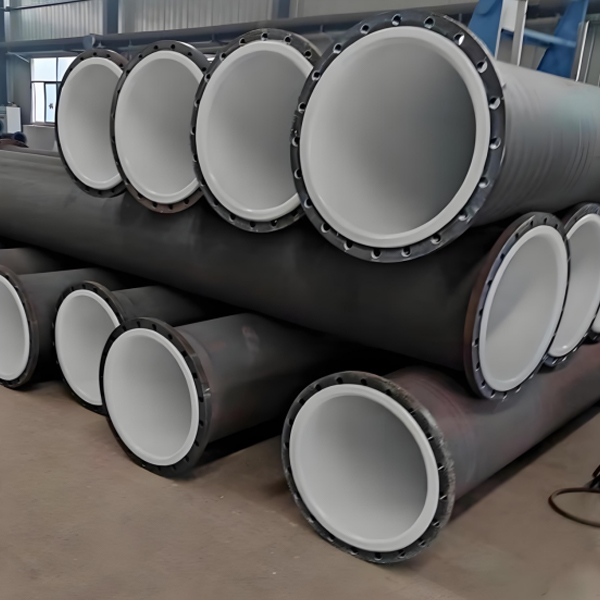
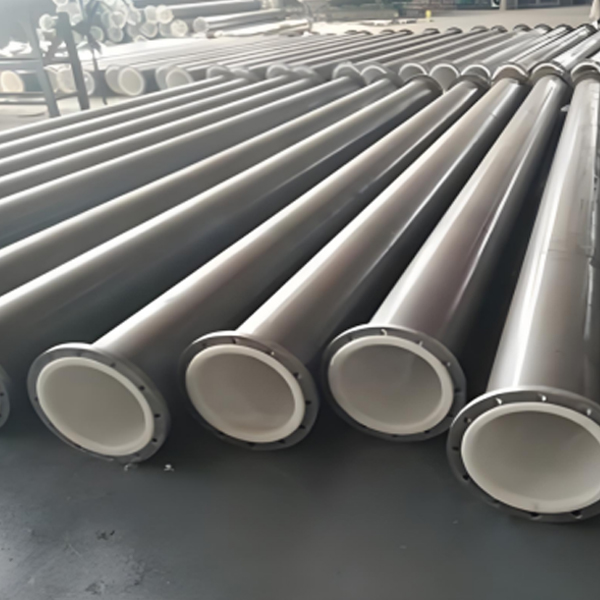
Трубопровод с тефлоновым покрытием
СталеполиТФЭ композитный трубопровод — это трубопровод из стали и политетрафторэтилена, способный выдерживать сильные кислоты и щелочи.
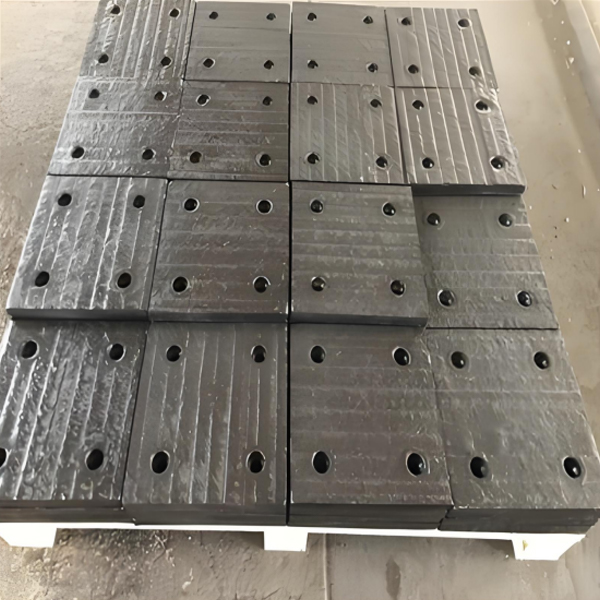
Износостойкие прокладки
Износостойкие прокладки — это детали, изготовленные из износостойкой стали, которые подвергаются обработке, такой как резка, деформация, сверление и сварка. Их срок службы может превышать срок службы обычной стальной прокладки более чем в 15 раз.


Электрическая роликовая щетка для уборки
Электрическая роликовая щетка используется для очистки поверхности барабана и нижней части конвейерной ленты от прилипших материалов.
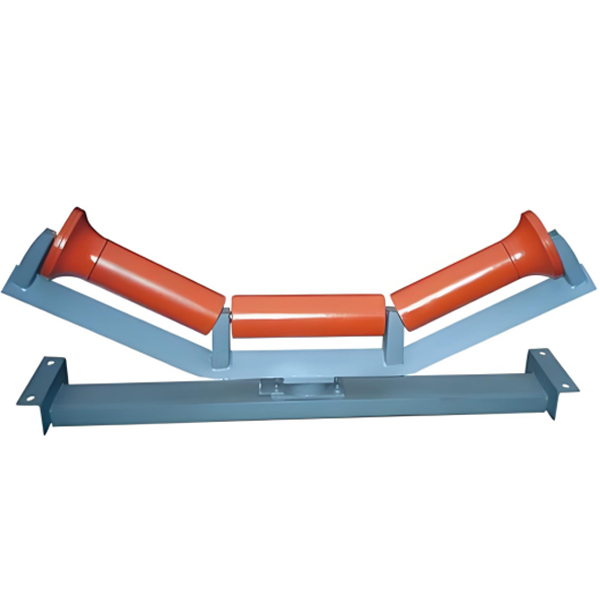
Поворотный барабан
Поворотный барабан (bend pulley) также называется направляющим барабаном и предназначен для изменения направления движения конвейерной ленты или для прессования ленты, увеличивая угол обхвата с приводным барабаном.
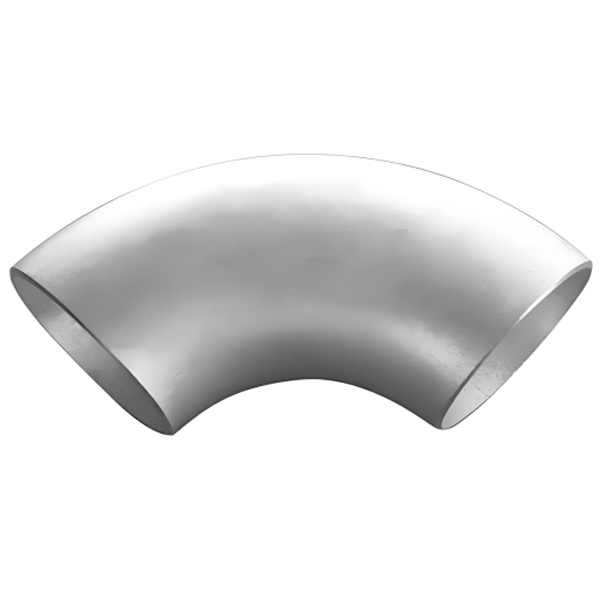
Кольцо
В системе трубопроводов изгиб изменяет направление трубопровода. Трубка . По углам, есть три наиболее часто используемых типа 45° и 90° 180°, а также другие ненормальные угловые изгибы, такие как 60°, в соответствии с инженерными потребностями.
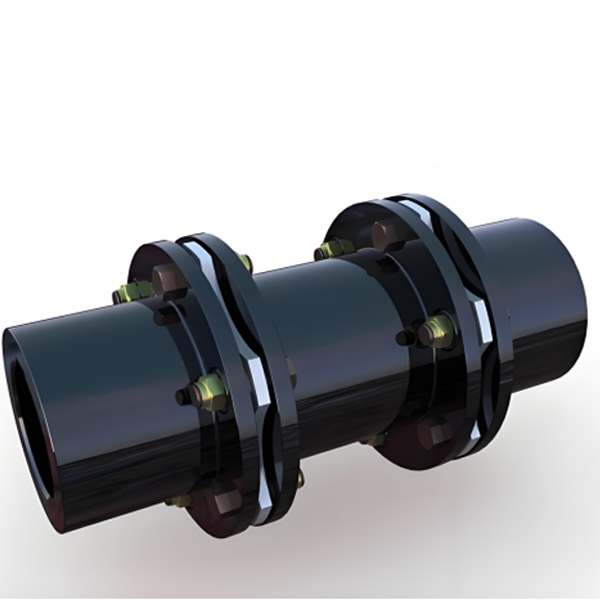
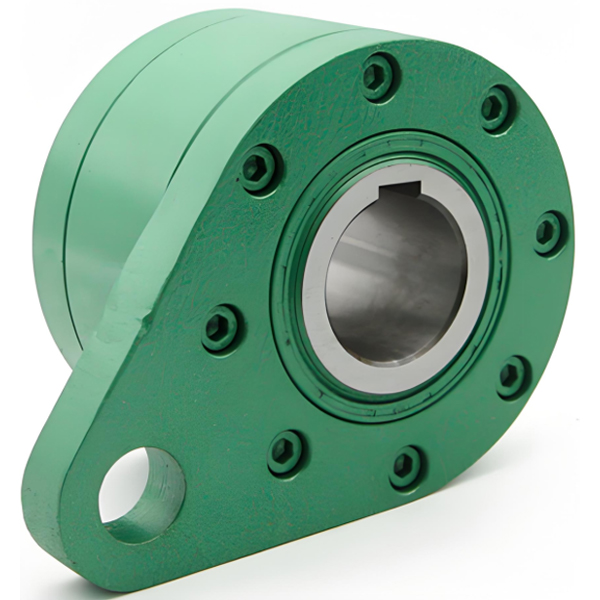
Муфта
Муфта — это устройство, предназначенное для соединения двух осей или осей с вращающимися элементами, которое совместно вращается и передает движение и мощность, не разъединяясь в нормальных условиях.

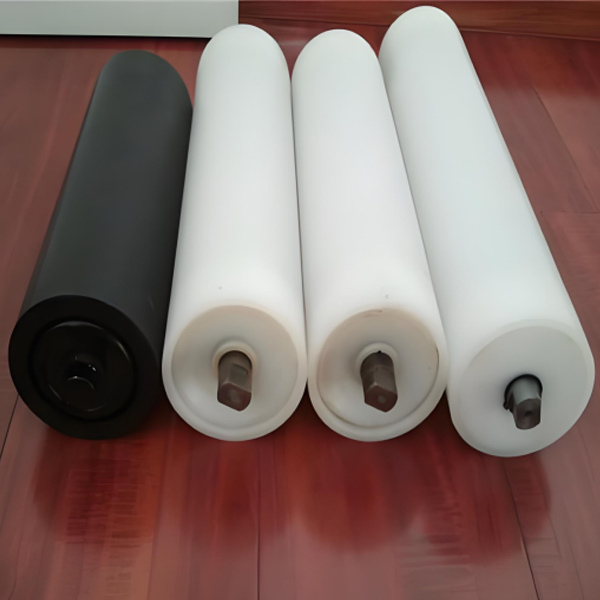
Нилоновый ролик
Нилоновые ролики, также известные как нейлоновые ролики, являются обычным явлением. Нейлон Продукты.
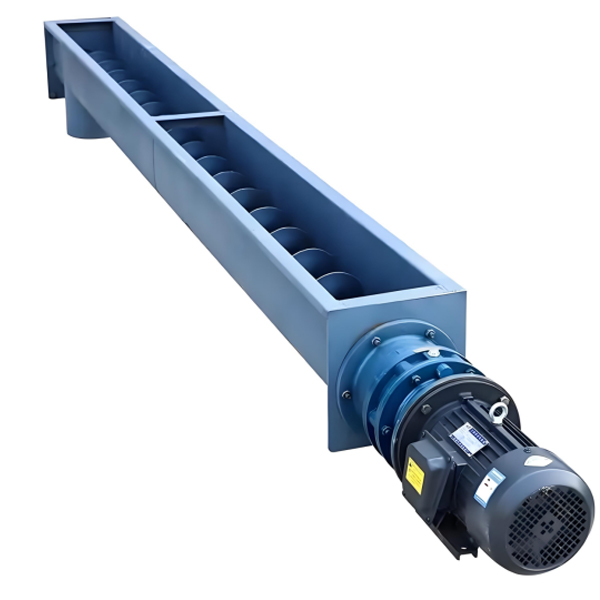
Спиральный конвейер
Спиральный конвейер — это механическое устройство, которое использует вращение спирали, приводимой в движение электродвигателем, для перемещения материалов с целью их транспортировки.

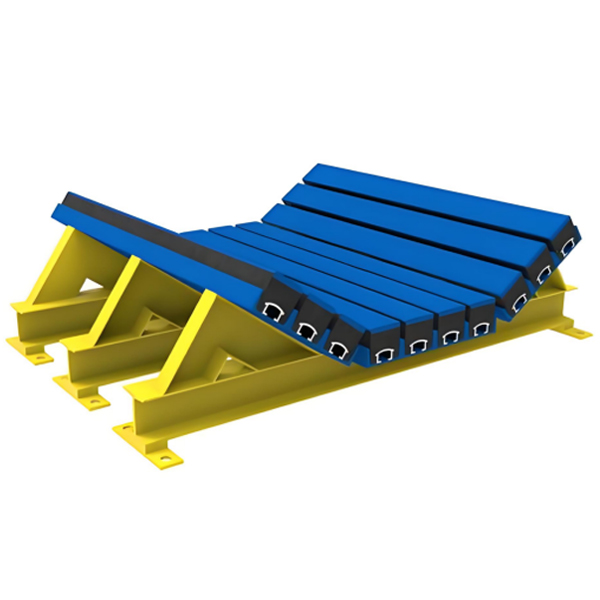
Буферный валик
Буферный валик (impact idler) используется для смягчения удара падающих материалов на конвейерную ленту в области загрузки ленточного конвейера.

износостойкий керамический изгиб
керамический комбинированный труба Поскольку внутренняя облицовка состоит из корундовой керамики (a – AL2O3), твёрдость по Морзе До 9.0 соответствует HRC85 или выше. Промышленная эксплуатация подтвердила, что его износостойкость в десять или даже десятки раз больше, чем закаленная сталь.